
Sposób nakładania produktu
LG-40/LG-63/LG-80/LG100 wbudowana maszyna do cięcia plazmą powietrzną z pompą powietrza jest naszą wyłączną maszyną do pracy mobilnej, instalacji na zewnątrz i wąskiej przestrzeni oraz innych użytkowników do opracowywania nowych produktów. Całkowicie zmieniona oryginalna maszyna do cięcia łukiem plazmowym zwykle wymaga skonfigurowania sprężarki powietrza z trybem użytkowania. Wykorzystując zagraniczne specjalne urządzenia zasilające i najnowsze sterowanie inwerterem IC rozwój i produkcję zaawansowanych technologicznie produktów, to nie tylko w grubości cięcia, wykończeniu szczeliny, łuku łatwym do wykonania, prądzie cięcia regulowanym w sposób ciągły znacznie wyprzedzając tradycyjne produkty i inne cięcie inwerterowe maszyna
1. Zastosuj technologię falownika z miękkim przełącznikiem IGBT, małą objętość, niewielką wagę, łatwość przenoszenia, inteligentne sterowanie wentylatorem, oszczędność energii.
2. Wysoki czas obciążenia, jest to wydajny sprzęt
3. Funkcja dokładnego ustawionego prądu cięcia
4. Stabilne ciśnienie łuku, szybka prędkość cięcia, gładka powierzchnia cięcia i małe odkształcenie
5. Prąd cięcia rośnie powoli, funkcja zatrzymania opóźnienia gazu może skutecznie chronić palnik do cięcia
6. Unikalna metoda zajarzenia łuku o wysokiej częstotliwości zmniejsza zakłócenia w systemie CNC.
8. Nadaje się do maszyny do cięcia CNC, dopasowanie robota, może być zainstalowany na ramie bramowej CNC

Korzyść
przenośny, energooszczędny, niski poziom hałasu, wbudowana sprężarka bezobsługowa, z trójfazowym brakiem fazy i trójfazowym automatycznym zabezpieczeniem przed zwarciem, wysoka niezawodność. Używa tylko trójfazowego zasilacza 380 V, koszt cięcia jest niski, może ciąć stal nierdzewną, miedź, aluminium, tytan, staliwo, stal stopową, stal węglową, metal kompozytowy i wszystkie inne materiały metalowe. Cut-40/63/80/100 dodaje również funkcję ręcznego zgrzewania sznurami spawalniczymi, które można stosować w jednej maszynie.


Dane techniczne:
| Model | LG-63Z | LG-100Z | CIĘCIE-63 | CIĘCIE-100 |
| Napięcie | 380V±10% | 380V±10% | 380V±10% | 380V±10% |
| Znamionowy prąd wejściowy | 12,5 A | 21A | 12,5 A | 21A |
| Znamionowy prąd wyjściowy | 63A | 100 A. | 63A/280A | 100A/350A |
| Zakres regulacji prądu cięcia | 20-63A | 20-100A | 20-63A | 20-100A |
| Cięcie znamionowe napięcie bez obciążenia | 300V | 330V | / | / |
| Znamionowy czas obciążenia | 0.6 | 0.6 | 0.6 | 0.6 |
| Sposób pracy | Nietknięty | Nietknięty | Nietknięty | Nietknięty |
| ciśnienie powietrza | 0,3-0,6 MPa | 0,3-0,6 MPa | 0,3-0,6 MPa | 0,3-0,6 MPa |
| Optymalna grubość cięcia | ≤20mm | ≤32mm | ≤20mm | ≤32mm |
| Czas opóźnienia gazu | 6s | 6s | 6s | 6s |
| waga | 38kg | 45kg | 45kg | 50kg |
| wymiar | 530*335*510mm | 630*335*560mm | 630*335*560mm | 700*335*560mm |
Metoda operacji:
1. Podłącz kabel wejściowy do trójfazowego zasilacza 380 V i pamiętaj, że przekrój linii zasilającej łączącej kabel wejściowy powinien być większy niż 2,5 mm kwadratowych.
2. Zamknij wyłącznik zasilania maszyny do cięcia, wskaźnik zasilania jest włączony, a wentylator chłodzący działa; Ustaw przełącznik funkcji w pozycji „wykrywanie gazu”, wbudowana pompa powietrza uruchomi się, a na palnik do cięcia powinien nastąpić wyrzut powietrza. Jeśli pompa powietrza nie zostanie uruchomiona pomyślnie, może to oznaczać, że faza wejścia zasilania jest podłączona nieprawidłowo, należy wymienić dowolne dwie pozycje przewodu pod napięciem lub może to być brak fazy trójfazowej, proszę sprawdzić, czy wejście zasilania brakuje fazy;
3. Ustaw przełącznik funkcji w pozycji „cięcie”, naciśnij przełącznik uchwytu palnika do cięcia, a palnik powinien być równie pneumatyczny.
4, w zależności od grubości i materiału cięcia, wybierz odpowiedni prąd i prędkość cięcia.
5. Cięcie:
Za pomocą bezdotykowego pistoletu do cięcia P80 przytrzymaj palnik w pozycji wyjściowej, skieruj dyszę na element do cięcia, przechyl palnik do przodu o 15 stopni i naciśnij przełącznik uchwytu palnika do cięcia. Po penetracji przedmiotu obrabianego zacznij przesuwać palnik; Po cięciu zwolnij przełącznik uchwytu.
6. Spawanie: ustaw przełącznik funkcji w pozycji "ręczne spawanie łukowe", wyjmij pistolet do cięcia plazmowego, włóż szybkozłączkę uchwytu spawalniczego do gniazda "drutu uchwytu spawalniczego", wyreguluj odpowiedni prąd i rozpocznij spawanie.




Produkty powiązane
 Plazmowe źródło zasilania marki Misnco
Plazmowe źródło zasilania marki Misnco Plazma źródło zasilania marki huayuan
Plazma źródło zasilania marki huayuan zagraniczne usługi mini maszyna do cięcia cnc filipiny
zagraniczne usługi mini maszyna do cięcia cnc filipiny 500W 700W 1000W maszyna do cięcia laserem z włókna węglowego cnc
500W 700W 1000W maszyna do cięcia laserem z włókna węglowego cnc Maszyna do cięcia laserem światłowodowym 500 W 1000 W 2000 W do blachy stalowej i rur
Maszyna do cięcia laserem światłowodowym 500 W 1000 W 2000 W do blachy stalowej i rur 1325 blachy do cięcia plazmowego cnc
1325 blachy do cięcia plazmowego cnc maszyna do cięcia metalu routera cnc
maszyna do cięcia metalu routera cnc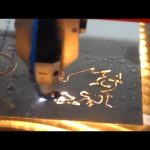 Przenośna maszyna do cięcia plazmowego 1325 ze stali nierdzewnej
Przenośna maszyna do cięcia plazmowego 1325 ze stali nierdzewnej przenośna maszyna do cięcia plazmowego płomienia cnc
przenośna maszyna do cięcia plazmowego płomienia cnc niska cena maszyna do cięcia plazmowego cnc maszyna do cięcia pręta żelaznego maszyna do cięcia kół
niska cena maszyna do cięcia plazmowego cnc maszyna do cięcia pręta żelaznego maszyna do cięcia kół